ЭЛЕКТРИЧЕСТВО КАК СПОСОБ ОБРАБОТКИ УЗКИХ ПАЗОВ ДЕТАЛЕЙ, СОЗДАННЫХ ИЗ ТВЕРДОСПЛАВНОЙ СТАЛИ
Конференция: LI Международная научно-практическая конференция «Научный форум: технические и физико-математические науки»
Секция: Энергетика

LI Международная научно-практическая конференция «Научный форум: технические и физико-математические науки»

ЭЛЕКТРИЧЕСТВО КАК СПОСОБ ОБРАБОТКИ УЗКИХ ПАЗОВ ДЕТАЛЕЙ, СОЗДАННЫХ ИЗ ТВЕРДОСПЛАВНОЙ СТАЛИ
Аннотация. Спрос на макро- и микропродукты и компоненты из труднообрабатываемых материалов растет. Несмотря на свои исключительные свойства, многие из этих труднообрабатываемых материалов имеют ограниченное применение. Эти материалы создают множество проблем при традиционных процессах обработки.
Эрозионно-электрохимическая обработка предлагает лучшую, а иногда и единственную альтернативу для создания точных трехмерных элементов сложной формы и компонентов из этих труднообрабатываемых материалов.
Ключевые слова: электроэрозионная обработка; электрохимическая обработка; комбинированная обработка, электротехническая установка.
Развитие науки и техники в современном машиностроении, автомобилестроении, судостроении, авиастроении, космической и медицинской отрасли направлено на создание сложных технологических систем. При исполнении данных систем в виде отдельных механизмов и устройств, в которых имеются глубокие пазы малого размера, предъявляются высокие требования как по точности, так и по качеству обработки [1; 2].
Ультразвуковая обработка. К ультразвуковым методам обработки относятся размерная ультразвуковая обработка и наложение ультразвуковых колебаний на режущий инструмент [4].
Широкому применению данного метода пока препятствует и ряд недостатков. В основном они связаны с технологической сложностью организации процесса. Кроме того, ультразвуковая обработка деталей требует обеспечения дополнительных операций, среди которых доставка абразивного материала в рабочую зону и подключение оборудования для водяного охлаждения. Эти факторы могут повышать и стоимость работ. При обслуживании промышленных процессов растут и энергетические затраты.
Электрохимическая обработка. Электрохимическая обработка (ЭХО) – это нетрадиционный процесс механической обработки, при котором материал удаляется с помощью механизма анодного растворения в процессе электролиза [1; 2].
Схема электрохимической обработки представлена на рисунке 1.
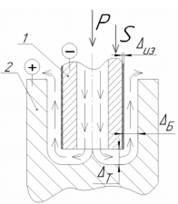
Рисунок 1. Схема электрохимической прошивки отверстий:
1 – электрод-инструмент (катод); 2 – обрабатываемая деталь (анод); Δиз – толщина изоляционного слоя на электроде-инструменте; Δт – торцевой межэлектродный зазор; ΔБ – боковой межэлектродный зазор (ΔБ = Δт – Δиз)
Принцип: Напряжение постоянного тока (10–25 В) прикладывается к межэлектродному зазору между предварительно сформированным катодным инструментом и анодной заготовкой. Электролит (например, водный раствор NaCl) течет с высокой скоростью (10–60 м/с) через межэлектродный зазор (0,1–0,6 мм).
Основными недостатками данного метода являются следующие.
1. При изолированном инструменте обработка паза будет трудновыполнима, в связи с тем что при поперечном перемещении будет работать боковая поверхность.
2. Отсутствие данных по назначению режимных параметров для получения узких пазов.
Электроэрозионная обработка. Электроэрозионная обработка – это процесс термоэлектрической обработки, при котором материал удаляется или разрушается с заготовки из-за энергии серии электрических разрядов, возникающих между электрод-инструментом и электрод-заготовкой, погруженными в диэлектрическую среду.
Механизм эрозии в ЭЭО – очень сложное явление, включающее множество физических процессов. Поэтому точное физическое явление, происходящее в рабочей области (зазор между электродом и заготовкой), продолжает оставаться предметом исследований. Молекулярно-динамическое моделирование процесса (рис. 2) показывает, что механизм удаления материала можно объяснить двумя способами:
1) за счет испарения;
2) за счет высокотемпературной плазмы перегретого металла.
Процесс снятия материала с электрода при электроэрозионном процессе представлен на рисунке 2 [3].
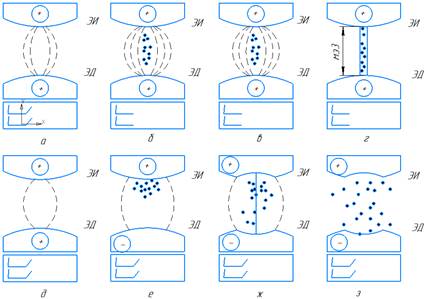
Рисунок 2. Процесс снятия материала с электрода:
ЭИ – электрод-инструмент; ЭД – электрод-деталь; МЭЗ – межэлектродный зазор
Основными недостатками являются: высокий износ электрода-инструмента, образование зоны термического влияния на обрабатываемой детали, что может привести к образованию микротрещин на поверхности детали и формированию растягивающих остаточных напряжений в материале, нестабильность протекания процесса вследствие неблагоприятных условий эвакуации продуктов эрозии.
Комбинированная обработка. Электрофизические и электрохимические методы обработки узких пазов (менее 1 мм) имеют ряд существенных преимуществ перед традиционными методами. Благодаря этим преимуществам, следует объединить процессы путем комбинирования известных электрофизических, электрохимических технологий, усиливая положительные черты каждого из них.
Комбинированные методы обработки включают в себя несколько физико-химических явлений [3]. Каждый метод электрофизических технологий использует один вид энергии, но у комбинированных методов возможно применение нескольких видов энергии при обработке.
Использование комбинированных методов обработки необходимо для повышения как производительности процесса обработки, так и качества обрабатываемых деталей. Иногда при освоении комбинированных способов обработки возможно достигнуть новых технических эффектов, например, значительно увеличить прочность, износостойкость и достигнуть других улучшенных эксплуатационных параметров деталей.
Вывод. Проведенный аналитический обзор методов получения отверстий малого диаметра показал, что из существующих методов обработки твердых сплавов наиболее перспективным является комбинированный эрозионно-электрохимический метод прошивки отверстий. Данный метод позволяет повысить производительность процесса за счет увеличения скорости анодного растворения материала благодаря введению электрических импульсов эрозионной составляющей в электрохимический процесс.
