Статья:




Исследование влияния использования различных связующих для повышения точности изготовления отливки
Секция: Технические науки
Выходные данные
Лощинина О.А. Исследование влияния использования различных связующих для повышения точности изготовления отливки // Молодежный научный форум: Технические и математические науки: электр. сб. ст. по мат. XL междунар. студ. науч.-практ. конф. № 11(40). URL: https://nauchforum.ru/archive/MNF_tech/11(40).pdf (дата обращения: 26.12.2024)
Лауреаты определены. Конференция завершена
Эта статья набрала 0 голосов
Мне нравится0
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

XL Студенческая международная заочная научно-практическая конференция «Молодежный научный форум: технические и математические науки»
Исследование влияния использования различных связующих для повышения точности изготовления отливки
Лощинина Оксана Александровна
магистрант, Арзамасский Политехнический Институт (филиал) Нижегородского Государственного Технического Университета им. Р.Е. Алексеева, РФ, г. Арзамас
Игнатьев Дмитрий Анатольевич
научный руководитель, канд. техн. наук, доц., Арзамасский Политехнический Институт (филиал) Нижегородского Государственного Технического Университета им. Р.Е. Алексеева, РФ, г. Арзамас
В литейном производстве, из-за его технологических особенностей, брак продукции находится на самом высоком уровне по сравнению с другими видами металлообработки. Более 50% брака отливок, прямо или косвенно связано с качеством формовочных материалов и смесей, что и было выяснено в результате анализа. Научно-исследовательские и учебные институты промышленных предприятий постоянно занимаются вопросами совершенствования процессов смесеприготовления и контроля свойств формовочных материалов и смесей. Разрабатываются и внедряются новые формовочные смеси и технологические процессы, неуклонно растет автоматизация процессов смесеприготовления. В настоящем процессе применяется связующие для стержневых смесей – ГТФ. На испытание отбираем выборку в 50 деталей, контролируем наиболее важный размер (принимаем диаметр 600мм), также осуществляем контроль качества поверхности. Контроль производим по 10 деталей через каждую смену, то есть проводим 5 серий измерений. Результаты контроля (отклонения от размера (Ø  )в миллиметрах) сведены в таблице 1:
)в миллиметрах) сведены в таблице 1:
Для корректировки процесса применяем специальные связующие 1 … 4 (см. ниже) для стержневых смесей, которые позволят получить более надежную и эффективную смесь:
1 – Связующее ГТФ (используемый вариант).
2 – Карбомидная смола.
3 – Декстрин.
4 – Жидкое стекло.
Таблица 1.
Результаты контроля наиболее важного размера Ø  (ГТФ)
(ГТФ)
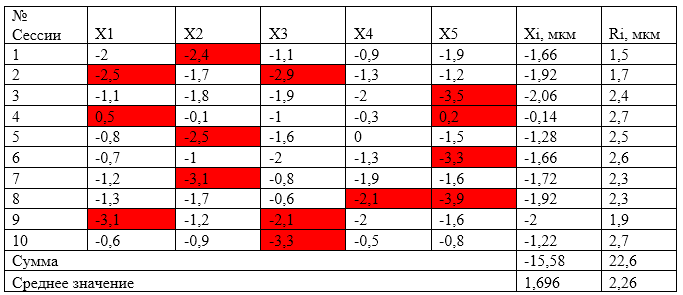
Красным цветом выделены заготовки, прошедшие контроль по пористости, недоливам и другим видимым литейным дефектам, выходящие за рамки поля допуска (выявлен при контроле в литейном цехе).
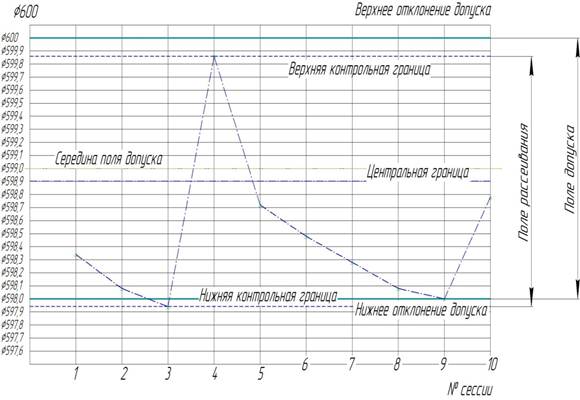
Рисунок 1. Контрольная карта на замер важного размера 600-2 при использовании связующего ГТФ
Из контрольной карты видно, что процесс непостоянен, поле рассеивания выходит за нижнюю границу поля допуска, судя по карте после выхода за пределы поля допуска и обнаружения достаточного количества несоответствующей продукции, происходит корректировка процесса для возвращения его в рамки поля допуска. Далее процесс снова выходит за рамки до следующей корректировки.
Для карбомидной смолы проведены аналогичные исследования.
Таблица 2.
Результаты контроля наиболее важного размера Ø (Карбомидная смола)
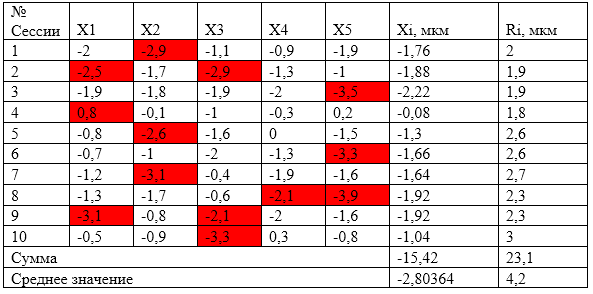

Рисунок 2. Контрольная карта на замер важного размера 600-2 при использовании связующего «Карбомидная смола»
Для связующего «Декстрин»
Таблица 3.
Результаты контроля наиболее важного размера Ø (Декстрин)
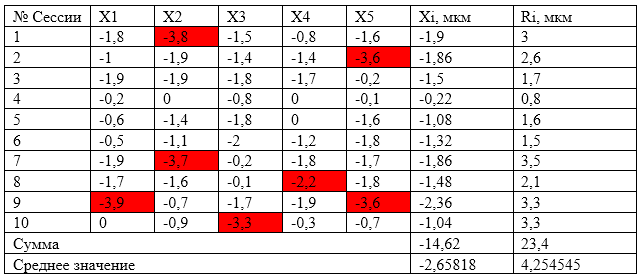
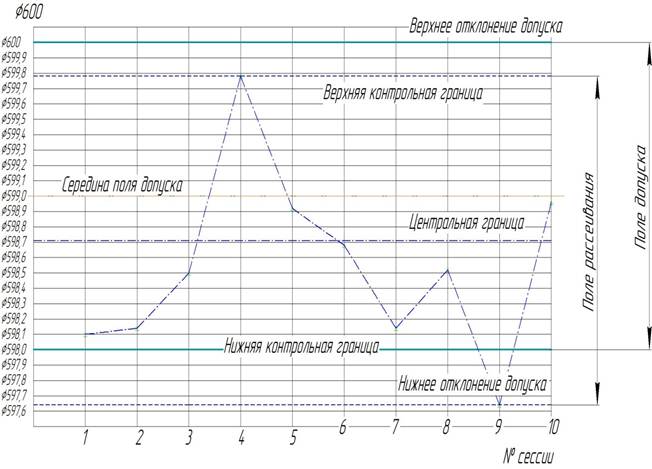
Рисунок 3. Контрольная карта на замер важного размера 600-2 при использовании связующего «Декстрин»
Для связующего «Жидкое стекло»
Таблица 4.
Результаты контроля наиболее важного размера Ø (Жидкое стекло)
|
№ Сессии |
Х1 |
Х2 |
Х3 |
Х4 |
Х5 |
Хi, мкм |
Ri, мкм |
|
1 |
-0,8 |
-0,9 |
-1,1 |
-0,9 |
-1,4 |
-1,02 |
0,6 |
|
2 |
-0,3 |
-1 |
-0,9 |
-1,3 |
-0,6 |
-0,82 |
1 |
|
3 |
-1,1 |
-1,8 |
-1,9 |
-2 |
-1,5 |
-1,66 |
0,8 |
|
4 |
-0,6 |
-0,1 |
-1 |
-0,3 |
-0,1 |
-0,42 |
0,9 |
|
5 |
-0,8 |
-1 |
-1,1 |
-0,2 |
-1,2 |
-0,86 |
1 |
|
6 |
-0,7 |
-1 |
-2 |
-1,3 |
-0,9 |
-1,18 |
1,3 |
|
7 |
-1,2 |
-1,9 |
-0,8 |
-1,9 |
-1,6 |
-1,48 |
1,1 |
|
8 |
-1,3 |
-1,7 |
-0,6 |
-0,7 |
-1,1 |
-1,08 |
1,1 |
|
9 |
-0,2 |
-1,2 |
-0,3 |
-1,6 |
-1,6 |
-0,98 |
1,4 |
|
10 |
-0,6 |
-0,9 |
-0,4 |
-0,5 |
-0,8 |
-0,64 |
0,5 |
|
Сумма |
-10,14 |
9,7 |
|||||
|
Среднее значение |
1,01 |
0,97 |
|||||
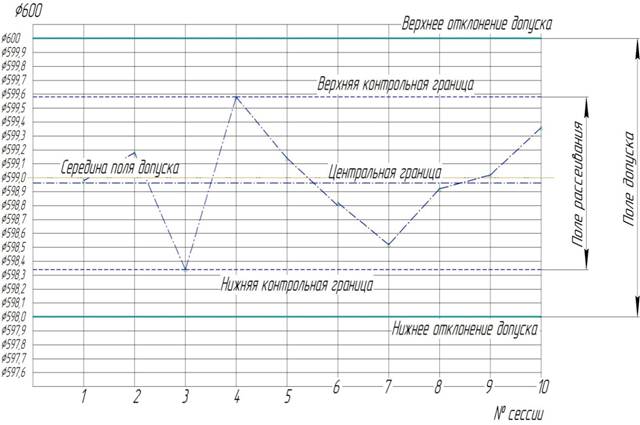
Рисунок 4. Контрольная карта на замер важного размера 600-2 при использовании связующего «жидкое стекло»
Общие результаты применения специальных связующих приведены на рисунке 5 (общий процент выхода годных деталей в том числе после механической обработки)

Рисунок 5. Процент выхода годной продукции в зависимости от используемых связующих
Произведем расчет уровня дефектности F для процессов с использованием различных связующих материалов
F=Nдеф/N
где: Nдеф – количество дефектных заготовок по итогам года, Nдеф = 2322шт.
N – общее количество заготовок отлитых за год, N = 5120шт.
Расчет уровня дефектности F для процесса с использованием ГТФ;
N = 5120шт.Nдеф = 2322шт.
F=2322/5120=0,45.
Расчет уровня дефектности F для процесса с использованием Карбомидной смолы; N = 5120шт.Nдеф = 1956шт.
F=1956/5120=0,382.
Расчет уровня дефектности F для процесса с использованием декстрина; N = 5120шт.Nдеф = 1710шт.
F=1710/5120=0,333.
Расчет уровня дефектности F для процесса с использованием жидкого стекла; N = 5120шт.Nдеф = 528шт.
F=528/5120=0,103
То есть, снижение количества дефектных заготовок составило 0,347 или 34,7%
Эффект при сравнении полей рассеивания размера (Ø600-2)
К=1-Тжидкое стекло/Тгтф
где: Тжидкое стекло – поле рассеивания размера при использовании связующего Жидкого стекла,
Тжидкое стекло = 1,24мм;
ТГТФ – поле рассеивания размера при использовании связующего ГТФ,
Т ГТФ = 1,92мм
К=1-1,24/1,92=0,354 или 35,4%
Выводы: При сравнении исследуемых стержневых смесей доказано, что наибольший эффект по снижению брака, по сравнению с ранее используемой стержневой смесью, достигается использованием смеси со связующим «Жидкое стекло».
Смесь с жидким стеклом позволяет:
Сократить брак отливок с 45 до 10,3 процента т. е ≈4,4 раза или на 34,7%.
Сократить поле рассеивания размеров, повысить точность отливок на 35,4%.
Список литературы:
1. Берг П.П. Формовочные материалы. – М.: Машгиз, 1963. – 408с.
2. Борсук П.А., Лясс А.М. Жидкие самотвердеющие смеси. – М.: Машиностроение,1979. – 255с.
3. Дорошенко С.П., Ващенко К.И. Наливная формовка: Монография. – Киев: Вища школа. Головное изд-во,1980. – 176c.
4. Лясс А.М. Быстротвердеющие формовочные смеси: Машиностроение,1965. – 322c.
5. Медведев Я.И., Валисовский И.В. Технологические испытания формовочных материалов. – 2-е издание, перераб. и доп. – М.: Машиностроение, 1973. – 298c.
