Статья:




«ХОЛОДНОЕ» ОТВЕРЖДЕНИЕ ПОЛИЭТИЛЕНГЛИКОЛЬМАЛЕИНАТА С АКРИЛОВОЙ КИСЛОТОЙ И НЕКОТОРЫЕ ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ИХ РАСТВОРОВ
Секция: Химия
Выходные данные
Ибадуллаева М.Н., Убайдуллаулы М., Серик А.Б. [и др.] «ХОЛОДНОЕ» ОТВЕРЖДЕНИЕ ПОЛИЭТИЛЕНГЛИКОЛЬМАЛЕИНАТА С АКРИЛОВОЙ КИСЛОТОЙ И НЕКОТОРЫЕ ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ИХ РАСТВОРОВ // Естественные и медицинские науки. Студенческий научный форум: электр. сб. ст. по мат. LXXI междунар. студ. науч.-практ. конф. № 5(71). URL: https://nauchforum.ru/archive/SNF_nature/5(71).pdf (дата обращения: 06.04.2025)
Лауреаты определены. Конференция завершена
Эта статья набрала 11 голосов
Мне нравится11
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников
Дипломы
лауреатов
лауреатов
Сертификаты
участников
участников

LXXI Студенческая международная научно-практическая конференция «Естественные и медицинские науки. Студенческий научный форум»
«ХОЛОДНОЕ» ОТВЕРЖДЕНИЕ ПОЛИЭТИЛЕНГЛИКОЛЬМАЛЕИНАТА С АКРИЛОВОЙ КИСЛОТОЙ И НЕКОТОРЫЕ ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ИХ РАСТВОРОВ
Ибадуллаева Мадинабону Набижон кизи
магистрант, НАО Карагандинский университет им. академика Е.А. Букетова, Казахстан, г. Караганда
Убайдуллаулы Магжан
магистрант, НАО Карагандинский университет им. академика Е.А. Букетова, Казахстан, г. Караганда
Серик Айгерим Бакытжанкызы
магистрант, НАО Карагандинский университет им. академика Е.А. Букетова, Казахстан, г. Караганда
Муслимова Данагуль Магазовна
доктарант PhD, НАО Карагандинский университет им. академика Е.А. Букетова, Казахстан, г. Караганда
Буркеева Гульсым Кабаевна
научный руководитель, ассоциированный профессор, доктор PhD, НАО Карагандинский университет им. академика Е.А. Букетова,
Казахстан, г. Караганда
Ковалева Анна Константиновна
научный руководитель, доктор PhD, старший научный сотрудник НИИ химических проблем, НАО Карагандинский университет им. академика Е.А. Букетова,
Казахстан, г. Караганда
В настоящее время объёмы строительства и реконструкций зданий в Казахстане стабильно увеличиваются. Современные технологии строительства требуют использования высококачественной продукции строительной химии: герметики, клеи, мастики, позволяющих прочно и надежно соединять конструкции. Все большее применение в качестве герметиков и клеев находят полимерные материалы [1-3]. Клеи герметики на основе полимеров имеют обширную сферу применения и универсальные свойства, начиная от применения в домашних условиях, так и в профессиональной строительной, ремонтной и монтажных областях, в авиастроительной, автомобиле- и судостроении. Как известно [4-8], из большого разнообразия клеев и герметиков наиболее распространенными являются силиконовые, полиуретановые, акриловые, полисульфидные, и т.д. Достоинством таких герметизирующих и клеевых материалов является возможность осуществления надежной герметизации поверхностей любой формы непосредственно на строящемся объекте практически без усадки и выделения растворителей. Герметики и клеи на основе полимеров обладают высокими эксплуатационными характеристиками при любых климатических условиях. Высокие эластические свойства позволяют использовать их для герметизации различных стыков, в том числе, между панелями в домостроении, в стеклопакетах и др. [4-8]. Наибольшее распространение среди них приобрели герметики и клеи отверждаемого типа в том числе кислородом воздуха. Следует отметить, что наряду с общими достоинствами можно выделить и недостатки, присущие отверждающим герметикам и клеям в зависимости от полимерной основы.
Так, основным недостатком тиоколовых герметиков является большой объем производственных отходов, сточных вод и солей. В свою очередь полиуретановые герметики отличаются самыми высокими деформационно-прочностными свойствами. Однако необходимость отверждения по концевым изоцианатным группам требует серьезной подготовки компонентов (осушки) перед введением в состав продукта, что ограничивает сроки хранения до использования, ухудшает монолитность отвержденного продукта и соответсвенно качество [4-8].
Разнообразие герметиков и клеев подтверждается их ассортиментом на рынке строительных материалов, а также патентами на рецептуры. Это, в свою очередь, подчеркивает высокий интерес исследователей к поиску и разработке новых рецептур вышеуказанных материалов. Рецептура герметизирующей и клеевой систем включает: основу, наполнитель, ускорительную систему и инициатор. В ряде случаев в состав рецептуры входят также стабилизирующая система, пластификатор, краситель и фотоинициирующая система, обеспечивающая отверждение герметика путем воздействия УФ-облучения. Примером являются акриловые герметики марок «АСН», «Анатерм-50У», «Анатерм-50УФ». Недостатками вышеуказанных марок является в первом случае («АСН») низкий показатель надежности, составляющий не более 85%, а в случае марки «Анатерм» – несмотря на 100%-ную герметизацию, требуется применение дополнительного оборудования в виде УФ-излучателя, проведение дополнительных действий контроллера, а также большие производственные площади. Также к основным недостаткам относятся низкая стойкость к влаге, ультрафиолету, снижение стойкости при повышенных температурах, ограниченность применения (отделки внутри помещений), высокая стоимость [4]. Данные недостатки существенно снижают показатели качества и рентабельности производства, в целом [1]. В связи с этим современные технологии получения герметиков направлены на поиск нового сырья, наполнителей, добавок с целью улучшения адгезионных свойств, времени затвердевания, жизнеспособности, оптимальных значений твердости и упругости и т.д.
Перспективными соединениями для создания подобных типов материалов являются растворы ненасыщенных полиэфиров в виниловых мономерах сохраняющих необходимую консистенцию в широком диапазоне концентраций [9-11]. Ненасыщенные полиэфиры являются важнейшими представителями полимеризационноспособных олигомеров. Они относятся к числу термореактивных материалов с весьма ценным комплексом свойств: невысокая вязкость, способность к отверждению не только при повышенной, но и при комнатной температуре. Благодаря наличию реакционоспособной двойной связи ненасыщенные полиэфиры способны вступать в сополимеризацию со многими мономерами с получением отвержденных продуктов реакции. Полученные отвержденные ненасыщенные полиэфирные смолы представляют собой материалы с высокой прочностью, износостойкостью, отличными диэлектрическими свойствами, высокой химической стойкостью к различным средам, экологической безопасностью в процессе эксплуатации и т.д. При этом благодаря разнообразию составов ненасыщенных полиэфиров появляется возможность варьирования свойствами конечного продукта.
Большая часть исследований в области ненасыщенных полиэфиров посвящена синтезу и изучению их свойств, отвержденных стиролом [9-11]. Основным недостатком данных полимеров является ограниченность применения ввиду токсичности и легковоспламеняемости стирола. В то же время еще недостаточно рассмотрены вопросы модифицирования ненасыщенных полиэфиров функциональными мономерами с целью улучшения эксплуатационных характеристик и технологических свойств композиционных материалов на стадии переработки.
Ввиду вышеперечисленных достоинств ненасыщенных полиэфиров становится перспективным их использование в качестве сореагента при получении адгезионных материалов отверждаемого типа.
В связи с этим целью настоящей работы является исследование основных физико-химических характеристик клеев и герметиков на основе полиэтиленгликольмалеината и акриловой кислоты; установление параметров кинетики холодного отверждения (время жизнеспособности и отверждения) посредством подбора и варьирования исходного состава сомономеров и инициирующей системы.
Экспериментальная часть
В работе использовались следующие реактивы: этиленгликоль, акриловая кислота, перекись бензоила, диметиланилин («Sigma-Aldrich»), малеиновый ангидрид («Векон»), алюминий хлорид («Реахим»). Все реактивы применялись без дополнительной очистки.
Полиэтиленгликольмалеинат (п-ЭГМ) получен реакцией поликонденсации этиленгликоля с малеиновым ангидридом при температуре 423–433 К в четырехгорлой колбе, снабженной обратным холодильником, верхнеприводной мешалкой, термометром, ловушкой Дина Старка и трубкой с подающимся азотом. Поликонденсация проводилась по методике [12] при постоянном перемешивании в присутствии катализатора хлорида цинка в токе азота с целью избежания процессов желатинизации.
Молекулярную массу п-ЭГМ определяли гель-проникающей хроматографией на хроматографе фирмы Agilent 1100 Ser (в качестве растворителя выбран диоксан), которая составляет в среднем Mw ~2358 Da.
Радикальную сополимеризацию п-ЭГМ с акриловой кислотой (АК) проводили в массе при различных исходных массовых соотношениях сомономеров при температуре 293 К, в качестве инициатора использовали перекись бензоила (ПБ), ускорителя – диметиланилин (ДМА).
Динамическую вязкость исходных растворов п-ЭГМ-АК измеряли при 20°С на вибрационном вискозиметре SV-10 c подключенным жидкостным термостатом BT3 для поддержания заданной температуры [13].
Плотность исходных растворов и сополимеров п-ЭГМ–АК определяли пикнометическим и гидростатическим методами соответственно [14].
Время желатинизации и отверждения п-ЭГМ-АК определяли согласно методике, описанной в работе [15]
ИК-спекты образцов снимали в таблетках с KBr на спектрометре ФСМ 1201 [16].
Электронно-микроскопические исследования проведены на сканирующем электронном микроскопе MIRA 3 фирмы TESCAN при ускоряющем напряжении 20 кВ.
Результаты и их обсуждения
Клеевые соединения становятся все большей альтернативой механическим соединениям в инженерных приложениях и обеспечивают ряд преимуществ по сравнению с обычными механическими крепежными деталями. Соединения такого типа обеспечивают более равномерные распределения напряжений по склеиваемой области. Как известно из литературы [17], герметизирующие материалы должны отвечать следующим основным требованиям: полностью предохранять стык от попадания влаги; не допускать фильтрации воздуха (сверх количества, предусмотренного нормативами); обладать способностью сохранять герметизирующие свойства независимо от атмосферных воздействий; длительное время не подвергаться старению; иметь невысокую стоимость и изготовляться из доступного сырья [18]. Так, для формирование клеевого шва необходимы следующие условия: первоначально герметик/клей должен иметь жидкую консистенцию, легко растекаться по поверхности и должным образом смачивать склеиваемые элементы; далее жидкий герметик/клей должен затвердеть (либо сушкой, либо полимеризацией, либо отверждением с использованием отвердителя, либо путем охлаждения для клея-расплава).
Таким образом, для реализации поставленной цели и получения полимеров со свойствами адгезивов отверждаемого типа проводимые нами исследования следует разделить на несколько этапов:
- получение растворов п-ЭГМ-АК различного состава, исследование их реологических свойств;
- подбор инициирующей системы – отверждающих добавок;
- отверждение исходных растворов п-ЭГМ-АК при комнатной температуре путем радикальной сополимеризации - «холодное отверждение».
В таблице 1 представлены данные по составам исходных растворов п-ЭГМ-АК и их свойствам. Согласно данным, содержание ненасыщенного полиэфира (п-ЭГМ) в исходных составах растворов варьируется в пределах 30-45 мас.%.
Физические и реологические свойства полимеров в разных состояниях не только предопределяют возможности их рационального применения в конкретной области, но и определяют выбор методов исследования. В связи с этим представилось необходимым исследовать динамическую вязкость и плотность исходных (жидких) растворов п-ЭГМ-АК при различных массовых соотношениях сореагентов. Как видно из полученных результатов исследований, динамическая вязкость и плотность растворов увеличиваются с повышением содержания п-ЭГМ. Результаты динамической вязкости и плотности растворов согласуются между собой. Так, раствор состава п-ЭГМ-АК 31.21:68.79 мас.% характеризуется невысокими значениями вязкости 25.6 mPa·s и плотности 1,1428 г/см3, тогда как для раствора п-ЭГМ-АК 46.04:53.96 мас.% данные показатели составляют 181.0 mPa·s и 1,1934 г/см3. Увеличение вязкости (рисунок 1) и плотности растворов связано с повышением в исследуемых образцах содержания п-ЭГМ, характеризующегося высокими вязкостными показателями.
Таблица 1.
Реологические свойства исходного раствора п-ЭГМ-АК, Т = 20°С
|
Состав исходного раствора, мас.% |
Динамическая вязкость (η), mPa·s |
Плотность раствора (ρ), г/см3 |
|
|
П-ЭГМ |
АК |
||
|
31,21 |
68,79 |
25,6 |
1,1428 |
|
35,43 |
64,57 |
36,9 |
1,1489 |
|
40,59 |
59,41 |
83,4 |
1,1687 |
|
46,04 |
53,96 |
181,0 |
1,1934 |

Рисунок 1. Зависимость динамической вязкости от содержания п-ЭГМ в исходных растворах
Как уже отмечалось, наиболее востребованными на рынке адгезивов являются герметики/клеи отверждаемого типа. В связи с этим весьма желательным представляется достаточно быстрое отверждение герметизирующего состава при невысоких температурах. Стоит отметить, время и температура отверждения должны быть оптимальными в зависимости от области эксплуатации продукта. Регулирование параметров процесса отверждения (времени, температуры) в случае ненасыщенных полиэфиров и получение сополимеров с оптимальными свойствами возможно введением специальных добавок: ингибиторов, инициаторов, а также ускорителей (promoters).
В связи с этим основной задачей регулирования процесса отверждения является правильный выбор и комбинация инициирующей системы. Таким образом, следующий этап работы заключался в подборе отверждающих добавок, вводимых в различных количествах. Как известно [10], отверждение ненасыщенных полиэфиров проводят в присутствии инициаторов радикальной полимеризации, главным образом перекисей. Как правило использование таких инициаторов требует высоких температур отверждения и длительной выдержки, что является не выгодным с экономической точки зрения и в процессе эксплуатации. В связи с этим в инициирующих системах холодного отверждения ненасыщенных полиэфиров помимо инициатора немаловажную роль играют ускорители (промоторы), разлагающие перекиси с образованием свободных радикалов при комнатной температуре. Для отверждения п-ЭГМ при температуре окружающей среды и более низких применена двухкомпонентная инициирующая система холодного отверждения, состоящая из инициатора ПБ и ускорителя ДМА (таблица 2).
Механизм взаимодействия ПБ и ДМА изображен на рисунке 2. Согласно данной схеме вначале происходит образование комплекса, который в результате переноса электрона от ДМА к ПБ дает ионную пару и бензоатный радикал [10]. В данном случае ДМА активирует высокотемпературный перекисный инициатор ПБ и тем самым способствует генерированию свободных радикалов в процессе холодного отверждения.
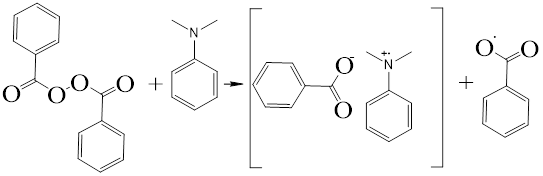
Рисунок 2. Схема реакции ПБ с ДМА
Согласно данным таблицы 2, при использовании пары инициирующей системы ПБ+ДМА отверждение системы возможно в диапазоне от 18 до 30°С. Правильный подбор количества инициатора и ускорителя обеспечивает оптимальное время отверждения (τотв.) и желатинизации (τжелат.). Рисунок 3 демонстрирует зависимость времени отверждения от состава инициирующей системы, в частности содержания ускорителя ДМА. Отметим, что количество радикалобразующего перекисного инициатора остается постоянным и составляет 1%. Целесообразность выбранной концентрации ПБ основана на анализе ранее проведенных работ [11] и литературных данных [9-11]. Известно [10], что отверждающие системы/добавки оказывают значительное влияние на свойства ненасыщенных полиэфиров, в частности количество ПБ влияет на упруго-прочностные характеристики, эластичность. Также стоит отметить, что в случае систем на основе ненасыщенных полиэфиров процесс желатинизации характеризуется термином «жизнеспособность» [10,11]. Так, одним из важнейших технологических свойств адгезивов является жизнеспособность – время, в течение которого герметик или клей сохраняет способность к использованию в вязкотекучем состоянии после введения в него соединений, вызывающих отверждение (таблица 2). Как видно из табличных и графических данных, с увеличением содержания ДМА время желатинизации/жизнеспособности и отверждения уменьшаются. Так, введение в исходный раствор п-ЭГМ-АК 0,06 % ДМА характеризуется достаточно высокими значениями времени отверждения τотв 150,18 мин., при 0,2 % - минимальным τотв 13,51 мин., что является недопустимым в эксплуатации.
В связи с этим в соответствии с поставленными целями наиболее оптимальный результат наблюдается при использовании ускорителя в количестве 0,15 % ДМА, при котором время желатинизации (τжелат.) и отверждения (τотв.) составляют 43,30 и 72,49 мин. соответственно.
Таблица 2
Зависимость влияния ускорителя на время желатинизации и отверждения раствора п-ЭГМ – АК (ПБ + ДМА, Т = 273 К)
|
Количество, % |
Время желатинизации (τжелат.), мин. |
Время отверждения (τотв.), мин. |
|
|
ПБ |
ДМА |
||
|
1 |
0,06 |
90,10 |
150,18 |
|
1 |
0,1 |
59,63 |
101,06 |
|
1 |
0,15 |
43,30 |
72,49 |
|
1 |
0,2 |
7,11 |
13,51 |

Рисунок 3. Влияние содержания ускорителя ДМА на время отверждения п-ЭГМ-АК в присутствии ПБ при 20°С
В продолжение работ проведена радикальная сополимеризация - процесс «холодного отверждения» растворов п-ЭГМ - АК при 293 К, в качестве инициатора использовали ПБ и ускорителя ДМА в количестве 1% и 0,15 % соответственно (от исходной массы раствора). Отверждение проводили следующим образом: в исходный раствор ненасыщенной полиэфирной смолы (п-ЭГМ-АК) вводили 0,15 % ДМА, затем после тщательного перемешивания добавляли ПБ и интенсивно перемешивали в течении 1 мин. Далее согласно стандартным методикам [15] определяли время желатинизации (жизнеспособность) и отверждения. Идентификация отвержденных продуктов п-ЭГМ-АК осуществлялась посредством анализа ИК-спектроскопии [16]. Схематично процесс сополимеризации представлен на рисунке 4. При радикальной сополимеризации п-ЭГМ с ненасыщенными карбоновыми кислотами формируются пространственно-сшитые полимеры нерастворимой природы [11,18].

Рисунок 4. Схема синтеза п-ЭГМ-АК
Таблица 3.
Параметры кинетики отверждения и свойства сополимеров от состава исходной смеси п-ЭГМ - АК, ПБ + ДМА (1% + 0,15 %), Т = 293 К
|
Исходное соотношение мономеров, мол.% |
Плотность (ρ), г/см3 |
Время желатинизации (τжелат.), мин. |
Время отверждения (τотв.), мин. |
|
|
31,21 |
68,79 |
1,2635 |
43,30 |
72,49 |
|
35,43 |
64,57 |
1,2695 |
50,27 |
83,45 |
|
40,59 |
59,41 |
1,2961 |
57,04 |
94,15 |
|
46,04 |
53,96 |
1,3347 |
64,24 |
107,19 |
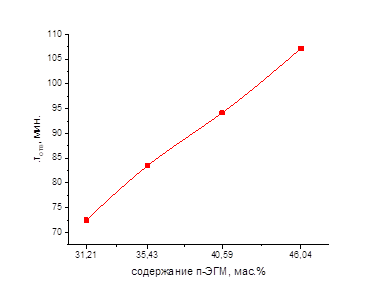
Рисунок 5. Зависимость времени отверждения от содержания п-ЭГМ-АК
Так, исследование времени желатинизации п-ЭГМ-АК указывает на увеличение жизнеспособности (τжелат. = 43 - 64 мин.) с повышением содержания п-ЭГМ. Аналогичная зависимость наблюдается при определении времени отверждения. Объяснить подобное обстоятельство становится возможным при сравнении показателей активности п-ЭГМ и АК, где для последней данный параметр (r2 1,22) численно превышает соответствующее значение показателя активности п-ЭГМ (r1 0,89). Из ранее проведенных исследований по изучению кинетических параметров радикальной сополимеризации п-ЭГМ-АК следует, что скорость реакции увеличивается с повышением содержания АК в мономерной смеси. Также стоит отметить, что разница в значениях времени отверждения незначительна и составляет от 10 до 20 мин. Согласно таблице 1 плотности исходных растворов п-ЭГМ в АК с возрастанием содержания ненасыщенного полиэфира увеличиваются, что хорошо коррелирует с данными динамической вязкости. Так, раствор п-ЭГМ-АК 46,04:53,96 мас.% характеризуется высоким значением динамической вязкости 181 mPa·s ввиду большего содержания п-ЭГМ и соответственно минимальную скорость отверждения.
Морфологию поверхности отвержденных образцов определяли с помощью сканирующей электронной микроскопии (рисунок 6). По данным электронных микрофотографий на рисунке 6 просматриваются некоторые различия морфологической поверхности образцов. Из представленных рисунков видно, что сополимеры с более высоким содержанием п-ЭГМ 46.04:53.96 мас.% (справа) характеризуются плотной структурой, что также коррелирует с результатами динамической вязкости и плотности отвержденных образцов.


Рисунок 6. СЭМ изображения поверхностей отвержденных образцов п-ЭГМ-АК 31.21:68.79 мас.% (слева) и 46.04:53.96 мас.% (справа)
Так, исследование физико-химических свойств исходных растворов полиэтиленгликольмалеината и акриловой кислоты различных соотношений указывают на перспективность применения их в качестве основы герметизирующего или клеевого состава. Растворы полиэтиленгликольмалеината в акриловой кислоте характеризуются оптимальными значениями вязкости, плотности, влагопоглащения. Так, во всех случаях изменение динамической вязкости коррелирует с изменением плотности изучаемых образцов исходных растворов. Также установлено, что реологические свойства растворов зависят от содержания исходных реагентов, в частности повышение содержания п-ЭГМ в интервале 31,21 мас.% до 46,04 мас. % увеличивает вязкость от 25,6 до 181,0 mPa·s. Результаты СЭМ исследований указывают на неоднородность поверхности с уменьшением содержания ненасыщенного полиэфира. Так, монолитность поверхности наблюдается у отвержденных образцов с преобладающим содержанием п-ЭГМ. В ходе работы было выявлено оптимальное сочетание инициирующей системы холодного отверждения. Таким образом, отверждающая система, состоящая из ПБ и ДМА (1% и 0.15% соответственно), может быть использована в составе полимерной основы п-ЭГМ-АК и характеризуется энергоэффективным температурно-временным режимом отверждения без использования дополнительных оборудований в виде УФ-ламп. Внедрение данного метода «холодного отверждения» исключает из производственного цикла стадию УФ-облучения. Также хочется отметить, что варьирование состава исходной полимер-мономерной смеси, инициирующей системы позволяет управлять не только физико-химическими свойствами (вязкость, плотность, влагопоглощение) полученных композиций, но и регулировать условия отверждения (время, жизнеспособность в вязкотекучем состоянии, объемную усадку), что является важной характеристикой герметизирующих и клеевых систем в зависимости от конкретной области применения. В связи с этим из полученных результатов следует, состав п-ЭГМ-АК 46.04:53.96 мас.% является оптимальным для дальнейших исследований в качестве высоконаполненных композиционных полимерных материалов для применения в качестве герметизирующей и клеевой основы.
Список литературы:
1. Burenin, V.V.(2000). Germetiki dlya stykov naruzhnyh sten zdanij i sooruzhenij[Sealants for joints of external walls of buildings and structures] // Stroitel'nyematerialy, 11,11–13[in Russian].
2. Burkeev, M.Zh., Magzumovaa, A.K. , Tazhbaeva, E.M. , Burkeevaa, G.K. , Kovalevaa, A.K. , Khamitovaa, T.O. , Mataev, M.M. (2013). Effect of external factors on the swelling of hydrogels based on poly(ethylene glycol) maleate with some vinyl monomers//Russian Journal of Applied Chemistry, Vol. 86, 1, 63-68. https://doi.org/10.1134/s1070427213010114
3. Burkeev M.ZH., Tazhbaev E.M., & Burkeeva G.K. (2016). Nenasyshchennye poliefirnye smoly v reakciyah radikal'noj sopolimerizacii [Unsaturated polyester resins in radical copolymerization reactions]: monografiya. – Karaganda: NOIC «Parasat– M». [in Russian].
4. Burkeev, M. Zh.,Zhumanazarova, G.M, Kudaibergan, G.K, Tazhbayev, E.M., Turlybek, G.A.(2018). Research of the influence of external factors on copolymers based on unsaturated polyester resins // Bulletin Of The University of Karaganda-"Chemistry" Series, Vol. 98, 2, 51-57. https://doi.10.31489/2020Ch2/51-57
5. Burkeyev, M. Zh.,Plocek, J., Tazhbayev, E. M., Burkeyeva, G. K., Bolatbai, A. N., Davrenbekov, S. Zh. (2018). Synthesis and Properties of Poly(Propylene Glycol Maleate Phthalate)-Styrene Copolymers as a Base of Composite Materials/.// Russian Journal of Applied Chemistry, Vol. 91, 11, 1742-1749. https://doi.10.1134/S1070427218110022
6. Cognard, Ph. (2005).Technical Characteristics and Testing Methods for Adhesives and Sealants. Netherland: Elsiever.
7. Comyn, J. (2006). Adhesives and sealants: general knowledge, application techniques, new curing techniques.//Handbook of Adhesives and Sealants,Vol. 2, 1-50. https://www.webofscience.com/wos/woscc/full-record/WOS:000311042700002
8. Eichhoff, U.(2004). Dynamic infrared spectroscopy with a step-scan FT-IR for the characterization of polymers/Eichhoff U., Simon A. // XVI international conference on spectroscopy of molecules and crystals, Vol. 5507, 396-402. https://doi.org/10.1117/12.570020
9. Sancaktar E. (2011).Classification of Adhesive and Sealant Materials.// Handbook of adhesion technology.Vol 1 and 2,261-290. https://doi:10.1007/978-3-642-01169-6_12
10. Sancaktar, E. (2011).Constitutive Adhesive and Sealant Models.//Handbook of adhesion technology, Vol 1 and 2, 553-595.https://doi:10.1007/978-3-642-01169-6_23
11. Sarsenbekova A. Zh.,Sarsenbekova, A. Zh., Kudaibergen, G. K., Burkeev, M. Zh., Burkeeva, G. K . (2019). Comparative Analysis of the Thermal Decomposition Kinetics of Polyethylene Glycol Fumarate-Acrylic Acid Copolymers/.// Russian Journal Of Physical Chemistry A,Vol, 93, 7, 1252-1257. https://doi.10.1134/S0036024419060281
12. Sharma, A.K., Sharma, A.K., Kumar, R., Canteenwala, T.C., Parmar, V.S., Patkar,S., Kumar, J., Watterson, A.C.(2005)Biocatalytic synthesis and characterization of copolymers based on poly(ethylene glycol) and unsaturated methyl esters // Journal of Macromolecular Science-Pure and Applied Chemistry,V. A42, 11, 1515-1521.https://doi.org/10.1080/10601320500229061
13. Smoly poliefirnye nenasyshchennye [Unsaturated polyester resins].(2018). HOST R ISO 27952-2017 from 1st Msy 2018. Moscow: Standartin form RossiskoiFederatsii [in Russian].
14. Smolyiplastifikatoryzhidkie.Metodyopredeleniyaplotnosti [Resins and plasticizers are liquid. Density determination methods]. (2016)..HOST RISO 1675-1985 from 1st March 2016. Moscow: Standartin form RossiskoiFederatsii [in Russian]. https://docs.cntd.ru/document/1200121303
15. Smolypoliefirnyenenasyshchennye.Metodyopredeleniyavremeniotverzhdeniya[Unsaturated polyester resins. Methods for determining the curing time].(2017). HOST R ISO ISO 2535-2001 from 1 st January 2017. Moscow: Standartin form RossiskoiFederatsii [in Russian]. https://docs.cntd.ru/document/1200127491
16. Tazhbaev E.M. ,Hamitova T.O., ZHumagalieva T.S., Magzumova A.K., Kasenov R.Z., Burkeev M.ZH., Kazhmuratova A.T., Turganbaeva ZH.ZH.(2014) Patent No28334 KZ.MPK: C08F 220/18[in Russian].
17. Vibroviskozimetrserii SV: Rukovodstvopoekspluataciitekhnicheskij passport [Vibroviscosimeter SV series: Operating manual technical data sheet] ,Retrived from http://and.nt-rt.ru. / https://and.nt-rt.ru/images/manuals/SV-10_100_vaszimetri.pdf
18. Wolf,A.T.( 2020). Efficient Materials Silicone-based Sealants and Adhesives Part I: Solidification Mechanisms.// Chemie in unserer zeit,Vol. 54, 5, 284-295. https://doi.org/10.1002/ciuz.201900062
19. Wolf,A.T.(2020).Efficient Materials Silicone-based Sealants and Adhesives Part II: Structure-Property Relationships and Applications.//Chemie in unserer zeit,Vol. 54, 6,386-396. https://doi.org/10.1002/ciuz.201900063
