ОЦЕНКА ЭФФЕКТИВНОСТИ ИСПОЛЬЗОВАНИЯ КРИОГЕННОГО АЗОТНОГО ЦИКЛА ДЛЯ РЕКОНДЕНСАЦИИ ОТПАРНЫХ ГАЗОВ
Журнал: Научный журнал «Студенческий форум» выпуск №27(250)
Рубрика: Технические науки

Научный журнал «Студенческий форум» выпуск №27(250)
ОЦЕНКА ЭФФЕКТИВНОСТИ ИСПОЛЬЗОВАНИЯ КРИОГЕННОГО АЗОТНОГО ЦИКЛА ДЛЯ РЕКОНДЕНСАЦИИ ОТПАРНЫХ ГАЗОВ
EVALUATION OF THE EFFICIENCY OF USING A CRYOGENIC NITROGEN CYCLE FOR CONDENSATION OF BOIL OFF GASES
Artem Kosarev
Student, Gubkin Russian State University of Oil and Gas (National Research University), Russia, Moscow
Аннотация. В статье рассмотрен способ реконденсации отпарных газов с помощью азотного криогенного цикла. Произведен расчет криогенного цикла. Дана оценка эффективности такого способа.
Abstract. The article considers the method of recondensation of boil off gases using a nitrogen cryogenic cycle. The cryogenic cycle is calculated. An assessment of the effectiveness of this method is given.
Ключевые слова: отпарной газ, реконденсация, криогенный цикл.
Keywords: boil off gas, recondensation, cryogenic cycle.
Введение. При производстве, хранении и транспортировании сжиженного природного газа неизбежно образуется отпарной газ как результат влияния более высокой температуры окружающей среды, работы резервуарных насосов, а также колебаний атмосферного давления [1]. Образование отпарных газов можно снизить за счет улучшения теплоизоляции, но полностью избежать этого процесса не удается.
Отпарной газ – это газообразная смесь, которая преимущественно состоит из метана и азота с примесями этана, водорода, гелия, кислорода, диоксида углерода, которые образуются в емкостях со сжиженным природным газом, вследствие внешнего теплопритока, в процессах производства, хранения и транспортировки сжиженного природного газа [2]. При этом по экологическим и экономическим соображениям выброс отпарного газа в атмосферу или его факельное сжигание крайне нежелательны.
Одним из способов использования отпарных газов является их реконденсация с помощью азотного криогенного цикла. Температура кипения азота составляет -195,8 °C, это значительно ниже температуры сжиженного природного газа, что позволяет использовать азот в качестве холодильного агента. К тому же азот дешев в производстве, его содержание в атмосферном воздухе составляет примерно 78%.
Расчет азотного цикла для сжижения отпарного газа. Теоретический расчет цикла сжижение отпарного газа рассмотрен на примере простого дроссельного криогенного цикла с азотом в качестве хладагента. Схема рассчитываемого криогенного азотного цикла приведена на рисунке 1.
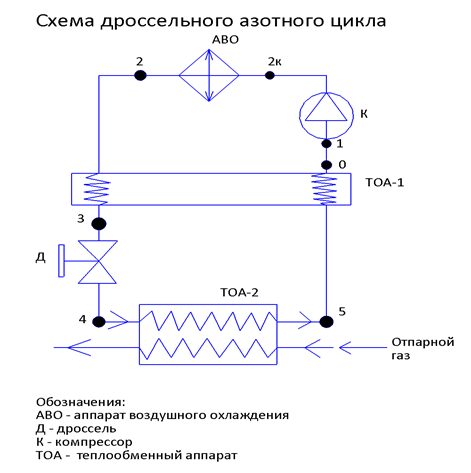
Рисунок 1. Схема азотного криогенного дроссельного цикла
Принято, что в процессе перекачки отпарных газов и подачи в теплообменник отпарные газы нагреваются от температуры -1620С до -1520С: с такой температурой газ входит в теплообменный аппарат 2. Для обеспечения сжижения опарных газов на выходе из ТОА-2 они должны выходить с температурой -1620С.
Приняты следующие гидравлические потери: в ТОА-1 – 0,2 бар, в ТОА-2 – 0,3 бар, в аппарате воздушного охлаждения – 0,2 бар.
Так как рекомендуемая максимальная степень сжатия поршневого компрессора составляет примерно 3,5, а минимальное давление существования паровой фазы азота при низких температурах составляет 33,5 бара, то, учитывая гидравлические потери, верхнее давление (давление после компрессора) примем равным 34,5 бар, а нижнее давление (давление после дросселя) примем 10,5 бар.
При этом температура азота на входе в теплообменный аппарат 2 будет составлять -168,7 0С, а на выходе – -1580С. При таких параметрах можно обеспечить отсутствие жидкой фазы перед дросселем и на входе в теплообменный аппарат и отсутствие фазового перехода.
Таким образом, получаем параметры для некоторых точек:
Давления:
Р1 = 10 бар, Р2к = 34,5 бар, Р2 = 34,2 бар, Р3 = 34 бар, Р4 = 10,5 бар, Р5 = 10,2 бар,
Р0 = 10 бар;
Температуры:
Т4 = -168,7 0С, Т5 = -158 0С.
Зная температуру и давление точки 4, найдем энтальпию и энтропию этой точки: h4 = 292,09 кДж/кг, S4 = 1959,28 ![]() .
.
Процесс дросселирования происходит изоэнтальпно, поэтому
h3 = h4 = 292,09 кДж/кг. Таким образом, зная давление и энтальпию точки 3, найдем ее температуру и энтропию: Т3 = -140,24 0С, S3 = 1717,25 ![]() .
.
Так как на входе в ТОА-2 азот имеет температуру -168,70С, а на выходе с учетом недорекуперации он будет иметь температуру -1580С, то Т5 = -158 0С.
Зная температуру и давление точки 5, найдем энтальпию и энтропию этой точки: h5 = 308,44 кДж/кг, S5 = 2115,63 ![]() .
.
Точка 2к является промежуточной и не будет учитываться в дальнейших расчетах. Примем, что температура окружающей среды в летний период времени составляет +20 0С, тогда на выходе из воздушного теплообменника температура газа с учетом недорекуперации будет составлять +30 0С. Тогда температура азота на выходе из ТОА-1 с учетом недорекуперации составит 120С – температура точки 0. Примем нагрев перед компрессором от теплопритоков равным 170С, температуре в точке 1 на входе в компрессор составит 170С.
Для точки 0 получаем:
T0 = 12, 0С, P0 = 10 бар, h0 = 497,51 кДж/кг, S0 = 3145,48 ![]() .
.
Зная температуру и давление точки 1, находим энтальпию и энтропию этой точки: h1 = 502,90 кДж/кг, S1 = 3163,85 ![]() .
.
Для упрощения расчета считаем, что сжатие в компрессоре идет по изоэнтропе, то есть пренебрегаем изоэнтропным КПД компрессора. Тогда S2к=S1 =3163,85 ![]() .
.
Р2к =34,5 бар, тогда h2к =631,49 кДж/кг, Т2к = 141,21 0С, что является допустимой температурой для работы поршневого компрессора.
Как принято ранее, аппарат воздушного охлаждения охлаждает азот до +30 0С. Тогда, зная давление с учетом гидропотерь и температуру после охлаждения для точки 2 находим ее энтальпию и энтропию:
h2 = 511,60 кДж/кг, S2 = 2829,39 ![]() .
.
Точка 0: T0 = 12, 0С, P0 = 10 бар, h0 = 497,51 кДж/кг, S0 = 3145,48 ![]() .
.
Таким образом, найдены параметры всех точек рассматриваемого цикла. Результаты расчетов параметров точек сведены в таблицу 1.
Таблица 1.
Параметры точек азотного цикла
|
№ |
P, бар |
T, 0С |
h, кДж/кг |
S, |
|
0 |
10 |
12,0 |
497,51 |
3145,48 |
|
1 |
10 |
17,0 |
502,90 |
3163,85 |
|
2к |
34,5 |
141,21 |
631,49 |
3163,85 |
|
2 |
34,2 |
30,0 |
511,60 |
2829,39 |
|
3 |
34 |
-140,24 |
292,09 |
1717,25 |
|
4 |
10,5 |
-168,7 |
292,09 |
1959,28 |
|
5 |
10,2 |
-158,0 |
308,44 |
2115,63 |
На рисунке 2 показан рассмотренный цикл в P-h диаграмме, на которой видно отсутствие жидкой фазы азота.
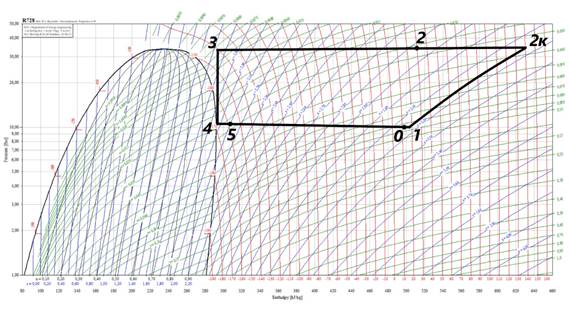
Рисунок 2. Азотный цикл в P-h диаграмме
Находим удельную работу компрессора lк:
![]() (1)
(1)
lк = 631,49 – 502,90 = 128,59 кДж/кг
Найдем удельную холодопроизводительность q:
![]() (2)
(2)
q = 308,44 – 292,09 = 16,35 кДж/кг
Теперь определяем холодильный коэффициент для данного азотного криогенного цикла ![]() [3]:
[3]:
![]() (3)
(3)
![]()
Посмотрим, сколько необходимо хладагента (азота) для обеспечения работы данного цикла. На рисунке 3 показана величина qог – энергия, которую нужно отбирает азот у отпарного газа в теплообменнике.

Рисунок 3. Забираемая энергия у отпарного газа
Тепловой баланс для данного цикла [4]:
![]() (4)
(4)
где ![]() – расходы азота и отпарного газа соответсвенно.
– расходы азота и отпарного газа соответсвенно.
Отсюда ![]() равнятся:
равнятся:
![]() (5)
(5)
Из диаграммы на рисунке видно, что qог примерно равняется 511 кДж/кг, тогда:
![]()
Из расчета получено, что расход азота должен быть больше расхода отпарного газа в 31,25 раз. Помимо этого, в контур цикла необходимо периодически подкачивать хладагент, чтобы компенсировать возможные утечки.
Заключение. По результатам проведенной работы получено, что азотный криогенный цикл имеет низкую эффективность. Помимо этого, для обеспечения работы данного процесса необходимы большие капитальные и эксплуатационные затраты.
Реконденсация отпарных газов с помощью криогенного азотного цикла может быть актуальна в случае транспортировки СПГ судами-газовозами благодаря негорючести и взрывобезопасности азота, однако при хранении СПГ такой способ показывает свою малоэффективность.
