ПРОБЛЕМЫ ВНЕДРЕНИЯ АВТОМАТИЗИРОВАННОЙ ГИБКИ НА МАШИНОСТРОИТЕЛЬНОМ ПРЕДПРИЯТИИ РЕСПУБЛИКИ БУРЯТИЯ
Конференция: LXXI Международная научно-практическая конференция «Научный форум: технические и физико-математические науки»
Секция: Машиностроение и машиноведение

LXXI Международная научно-практическая конференция «Научный форум: технические и физико-математические науки»

ПРОБЛЕМЫ ВНЕДРЕНИЯ АВТОМАТИЗИРОВАННОЙ ГИБКИ НА МАШИНОСТРОИТЕЛЬНОМ ПРЕДПРИЯТИИ РЕСПУБЛИКИ БУРЯТИЯ
PROBLEMS OF IMPLEMENTATION OF AUTOMATED BENDING AT THE MACHINE-BUILDING ENTERPRISE OF THE REPUBLIC OF BURYATIA
Yury Khanturgaev
Student, East Siberian State University of Technology and Management, Russia, Ulan-Ude
Yuri Shurygin
Candidate of Technical Sciences, Associate Professor, East Siberian State University of Technology and Management, Russia, Ulan-Ude
Аннотация. Проведен анализ и рассмотрены проблемы внедрения автоматизированной гибки труб и патрубков из алюминия и нержавеющей стали на машиностроительном предприятии г. Улан-Удэ республики Бурятия.
Abstract. The analysis and problems of implementation of automated bending of aluminum and stainless steel pipes and spigots at the machine-building enterprise in Ulan-Ude, Republic of Buryatia, are considered.
Ключевые слова: гибка, автоматизированная, труба, патрубок, дорн, оснастка.
Keywords: bending, automated, tube, pipe, spigot, mandrel, tooling.
Современный рынок требует от компаний быть конкурентоспособными и постоянно совершенствовать технологические процессы. Одним из важнейших процессов создания трубопроводов и инженерных систем является гибка труб и патрубков. При создании трубопроводов и инженерных систем используются такие материалы как алюминий, нержавеющая сталь диаметром от 6 до 100 мм. Процесс гибки является трудоемким и может приводить к деформации труб и патрубков, а также возникновению дефектов, таких как: утонение стенки, отклонения от округлости (овальность) поперечного сечения, гофрообразование стенки и пружинение (Рисунок 1) [1-3].
а)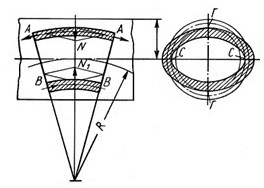 б)
б)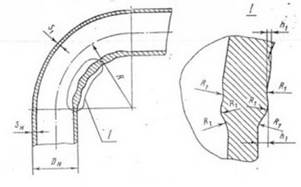
в)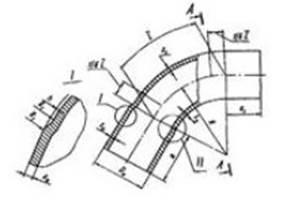
Рисунок 1. Дефекты возникающте при гибке руб.
а) – овальность; б) – гофрообразование; в) – утонение наружной стенки
Если в трубопроводе или системе есть дефекты, то жидкость может вести себя не прогнозируемо. Например, если есть смятие или залом, то в этих местах может начать скапливаться жидкость, а также мелкий мусор, что может привести к уменьшению пропускной способности трубопровода и ухудшению качества транспортировки жидкости. Если наружная стенка трубы или патрубка будет слишком тонкая, то при подаче давления в систему может пойти ее разрушение и жидкость начнет вытекать, что может привести к аварии и ущербу. Поэтому очень важно тщательно контролировать процесс гибки и исключить возможность появления дефектов.
Одной из главных проблем при гибке труб и патрубков является необходимость достижения высокой точности изгиба и отсутствия деформаций на стенках трубы. Гибка требует больших затрат времени и не всегда гарантирует высокое качество изготовления. Кроме того, гибка может привести к потере материала, что увеличивает затраты на производство.
Одним из наиболее эффективных подходов к решению проблемы гибки труб и патрубков является автоматизация данного процесса. Для этого используются различные виды оснастки, которые позволяют достичь высокой точности изгиба и уменьшить количество деформаций на стенках трубы. Однако, дефекты могут возникнуть при гибке труб, даже при использовании автоматизированной системы.
На машиностроительном предприятии г Улан-Удэ республики Бурятия внедряется автоматизированный трубогибочный комплекс с ЧПУ. Автоматизация гибочного процесса с использованием данного комплекса позволит уменьшить трудоемкость производства, время изготовления трубопроводов и стабилизирует качество изготавливаемых изделий из алюминия и нержавеющей стали.
Гибка труб на станке с ЧПУ производится методом намотки на поворотный шаблон (Рисунок 2) [1].
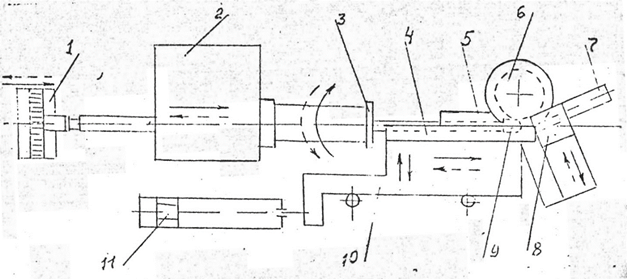
Рисунок 2. Принципиальная схема гибки на трубогибе с дорном
1 - съемник цилиндра; 2 - механизм продольной подачи и поворота заготовки; 3 – цанговый патрон; 4 – задняя прижимная матрица; 5 - разглаживающий башмак (складковыглаживатель); 6 – шаблон (ролик); 7 – передняя прижимная матрица; 8 – зажим; 9 – дорн; 10 - подвижный ползун; 11 – бустерный цилиндр.
Угол поворота гибочного шаблона, величина подачи заготовки, угол поворота заготовки вокруг оси программируются с помощью системы ЧПУ. Автоматический цикл обеспечивается системой ЧПУ и средствами автоматики электрооборудования и гидрооборудования.
В комплект оснастки для гибки одного типоразмера труб для станка с ЧПУ входит:
- Цанговый патрон;
- Передняя прижимная матрица;
- Задняя прижимная матрица;
- Шаблон (ролик);
- Разглаживающий башмак;
- Дорн.
Стоимость одного элемента оснастки составляет от 6000 до 50000 долларов США. Цена зависит от материала трубы, толщины стенки, радиуса гиба, требуемой точности гибки и материала оснастки.
Имея широкую номенклатуру деталей изготавливаемых из труб разных диаметров приобрести всю необходимую оснастку не представляется возможным ввиду её высокой стоимости, а также санкций, наложенных на нашу страну.
Отсутствие оснастки можно решить двумя способами импортозамещения:
- Передать разработку и изготовление оснастки на аутсорсинг;
- Разработать и изготовить оснастку собственными силами.
В настоящее время в виду сложной экономической ситуации, предложения по разработке и изготовлению данного типа оснастки сильно ограничены. Сроки и стоимость изготовления не выгодны для серийного производства.
В связи с этим на предприятии принято решение разработать и изготовить оснастку собственными силами.
Для того что бы разработать собственную оснастку необходимо разобрать и провести анализ конструкции имеющейся оснастки, поставляемой вместе со станком на диаметр трубы 32 мм и на ее основе разработать и изготовить оснастку собственного производства.
Результатом станет оснастка для изготовления трубопроводов различных диаметров, которая при переводе номенклатуры труб с ручной гибки на автоматизированную позволит:
- Увеличить производительность и снизить затраты на производство;
- Уменьшить деформации трубы и повысить качество изделий;
- Уменьшить возможные ошибки при гибке труб;
- Сократить время на настройку станка и подготовку трубы.



Рисунок 3. Примеры труб с образованием заломов, гофр и разрыва стенки трубы
